以下的<临翔>(本地)防撞护栏中央分隔栏设备齐全支持定制视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能全面了解产品魅力。
以下是:临翔<临翔>(本地)防撞护栏中央分隔栏设备齐全支持定制的图文介绍
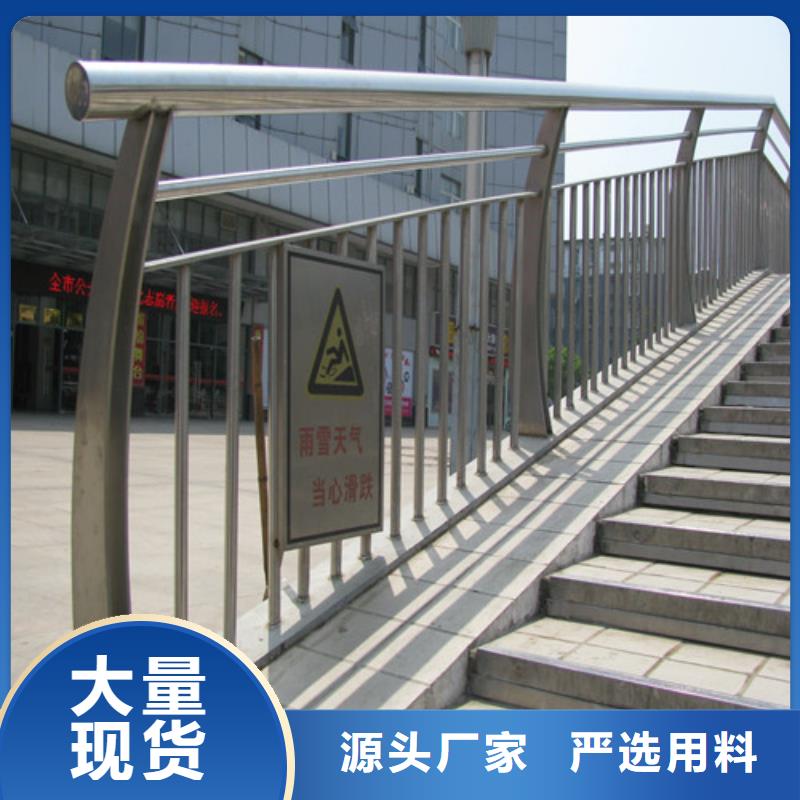
产品特点图
防撞护栏中央分隔栏设备齐全支持定制")
防撞护栏使用不锈钢管和不锈钢复合管的区别 ?<br /> 不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢 </p> <p> 无异。 <br /> 不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生绣,不锈钢材质又分好几种200,201 </p> <p> ,300,301,304等,市场上一般为301材质,304 的效果好,其次301。<br /> 焊接性。<br /> ;产品用途的不同对焊接性能的要求也各不相同。一类餐具对焊接性能一般不做要求,甚至包括部分锅类企业。但 </p> <p> 是绝大多数产品都需要原料焊接性能好,象二类餐具、保温杯、钢管、热水器、饮水机等。<br /> 耐腐蚀性<br /> ;绝大多数不锈钢制品要求耐腐蚀性能好,不锈钢管象一、二类餐具、厨具、热水器、饮水机等,有些国外商人对 </p> <p> 产品还做耐腐蚀性能试验:用NACL水溶液加温到沸腾,一段时间后倒掉溶液,洗净烘干,称重量损失,来确定受腐 </p> <p> 蚀程度(注意:产品抛光时,因砂布或砂纸中含有Fe的成分,会导致测试时表面出现锈斑)<br /> 抛光性能(BQ性)<br /> &;目前不锈钢制品在生产时一般都经过抛光这一工序,只有少数制品如热水器、饮水机内胆等不需要抛光。因此这 </p> <p> 就要求原料的抛光性能很好。影响抛光性能的因素主要有以下几点:<br /> ;①原料表面缺陷。如划伤、麻点、过酸洗等。<br /> ;②不锈钢复合管原料材质问题。硬度太低,抛光时就不易抛亮(BQ性不好),而且硬度太低,在深拉伸时表面 </p> <p> 易出现桔皮现象,从而影响BQ性。硬度高的BQ性相对就好。 </p>
防撞护栏中央分隔栏设备齐全支持定制")
适用范围
防撞护栏中央分隔栏设备齐全支持定制")
防撞护栏中央分隔栏设备齐全支持定制")
一鸣路桥工程有限公司是专业研发 镀锌喷塑防撞栏、。本公司座落于弋江区高新技术开发区恒昌路10号,竭诚为五湖四海的朋友提供优质的服务,用货真价实的优质产品和积j i负责的服务,以及商业道德文明铸就品牌建设之路。
公司坚持科技创新,追求的质量方针,狠抓品牌建设,精细选材,禁止为了迎合低价位竞争而偷工减料,更禁止一味追求利润而欺骗消费者,产品生产流程严格把关,凭借先进的现代化生产设备,不断提高生产工艺水平。
公司拥有一支专业的队伍,形成了一支有知识、有活力朝气蓬勃的优秀团队。自成立以来,公司团队不断的努力,诚信、负责、积j i、创新,塑造了良好的品牌信誉和客户的好评。
防撞护栏中央分隔栏设备齐全支持定制")
防撞护栏中央分隔栏设备齐全支持定制")
防撞护栏中央分隔栏设备齐全支持定制")
为什么选择我们
防撞护栏中央分隔栏设备齐全支持定制")
不锈钢复合管防撞护栏焊接进程如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。<br /> 焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。
防撞护栏中央分隔栏设备齐全支持定制")






 扫一扫
扫一扫